
金型割れは、精密製造における一般的な課題です。射出成形からダイカストまで、わずかな表面割れでも製品の欠陥、操業遅延、メンテナンスコストの増加につながる可能性があります。TIG溶接やろう付けといった従来の補修方法では、過度の熱が発生し、変形、残留応力、操業停止時間の延長を招くことがよくあります。金型レーザー溶接機金型の形状を損なうことなく、金型の完全性を回復させる精密な修復を行うことで、解決策を提供します。
この記事では、金型レーザー溶接機が変形を起こさずに亀裂を修復する仕組み、この技術が従来の方法よりも優れている理由、そして修復精度を保証する技術原理について解説します。
課題を理解する:ひび割れの修復が難しい理由
H13、P20、NAK80、S136などの工具鋼を含む金型材料は、硬度と耐摩耗性を考慮して設計されています。亀裂が発生した場合、その修復には次の3つの重要な要素のバランスを取る必要があります。
- 熱入力の制御過度の熱は、周囲の金属を膨張させ、歪ませる可能性があります。
- 熱影響部(HAZ)を最小限に抑える・大きな熱影響部(HAZ)は、隣接する領域を軟化させ、構造的な不安定性を引き起こす可能性がある。
- 精密な公差を維持する金型の多くは複雑な形状で寸法精度が厳しいため、わずかな変形でも部品の品質に影響を与える可能性があります。
従来の溶接方法では、これらの要件を満たせないことが多い。熱分布が広範囲に及ぶこと、溶加材の使用量が多いこと、冷却が遅いことなどが、歪みや応力集中を引き起こす。溶接後の機械加工や研磨によって寸法がさらに変化し、場合によっては金型が使用不能になることもある。
金型レーザー溶接機は、比類のない精度で熱と材料の堆積を制御することで、これらの課題を克服します。
精密修理のための集中エネルギー
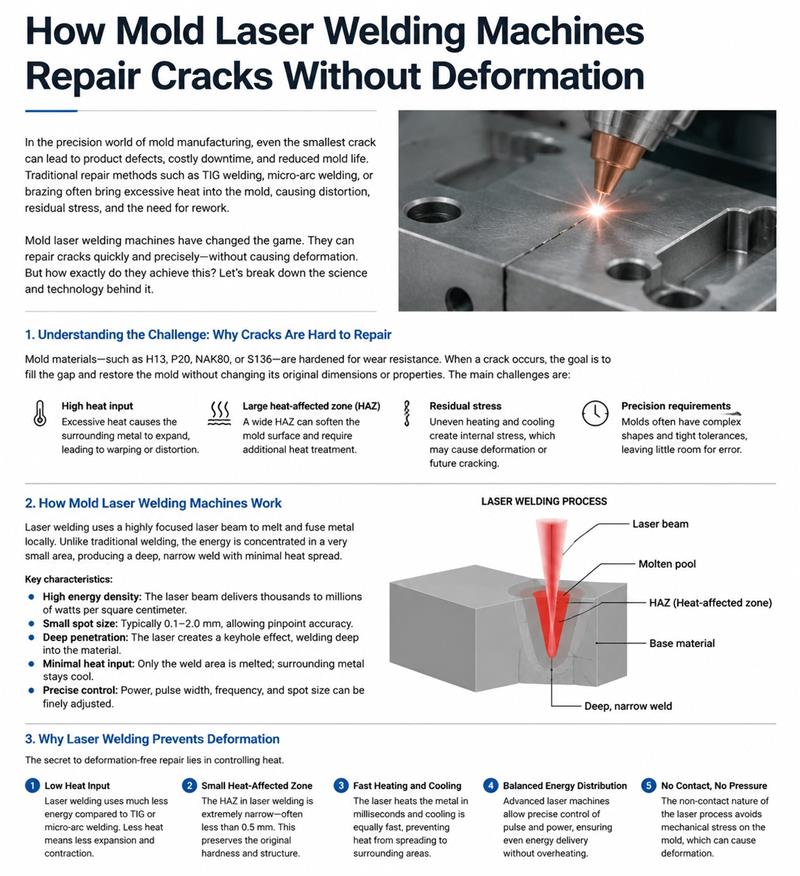
レーザー溶接が変形を防ぐ主な理由は集中的なエネルギー供給アーク溶接は広い範囲に熱を分散させるのに対し、レーザー溶接は1平方センチメートルあたり数千から数百万ワットの熱を小さな一点に集中させます。この狭いビームは、
- 周囲を過熱させることなく、亀裂の奥深くまで浸透します。
- 金型の元の形状を維持しながら、材料を完全に融合させる深く狭い溶接部を形成します。
- 熱影響部を0.5mm未満に抑えることで、硬度と寸法安定性を維持する。
レーザー溶接はエネルギー集中を制御することで、損傷箇所のみを修復することを可能にし、熱膨張や収縮が亀裂を超えて広がるのを防ぐ。
層状充填材の堆積
金型レーザー溶接機は精密な層状充填材の堆積機械は、ひび割れに余分な材料を流し込むのではなく、徐々に補修材を積み上げていく。
- 少量の適合する溶加材を層状に塗布する。
- 各層はレーザー光によって溶融・融合され、均質な構造が形成される。
- この工程は、亀裂が完全に埋まるまで続けられ、元の金型形状との位置合わせが維持されます。
この制御された手法により、過剰充填を防ぎ、研削や研磨の必要性を減らし、修理された金型が元の公差を維持することが保証されます。
急速加熱と急速冷却
変形を防ぐもう一つの重要な要素は急速な加熱と冷却のサイクルレーザー溶接の原理。集束されたレーザー光が数ミリ秒以内に亀裂部分を加熱し、必要な箇所のみに溶融池を形成する。材料はほぼ瞬時に冷却・凝固し、熱応力が隣接領域に伝播するのを防ぐ。
従来の溶接では、加熱・冷却速度が遅いため、収縮が不均一になり、応力や歪みが生じることがよくあります。レーザー溶接はこれらの影響を最小限に抑え、金型が修理後も構造的な完全性と精密な表面形状を維持できるようにします。
精度向上のための自動化とCNCガイダンス
現代の金型レーザー溶接機は、多くの場合、CNC誘導、ロボットアーム、およびビジョンシステムこれにより、以下のことが可能になります。
- デジタル金型設計図に正確に従うこと。
- 複雑な形状においても、一貫した溶接位置を実現します。
- 位置ずれや過度の発熱を引き起こす可能性のある人的ミスを回避する。
複雑な形状を持つ金型の場合、自動化によって必要な箇所に正確に補修を施すことができ、金型の本来の機能を維持し、変形のリスクを低減できます。
非接触、最小限の機械的ストレス
レーザー溶接とは非接触プロセスつまり、修理中に金型に機械的な圧力が加わらないということです。従来の溶接方法、特に機械式溶接やクランプ式溶接では、金型に余分な応力が加わり、金型が変形する可能性があります。レーザー溶接は非接触式であるため、このようなリスクが排除され、金型の構造的完全性を維持しながら、繊細な部分や高精度な部分の修理が可能になります。
後処理の簡略化
レーザー溶接は、歪みが最小限に抑えられた滑らかで均一な層を形成するため、後処理は最小限で済みます。これにより、金型寸法の変更や表面の不均一性を引き起こす可能性のある研削、研磨、その他の機械加工の必要性が軽減されます。製造業者は、納期短縮、製品品質の向上、および人件費の削減といったメリットを享受できます。
結論
金型レーザー溶接機変形を起こさずに亀裂を修復する高精度ソリューションを提供します。集中的なエネルギー供給、制御された充填材の堆積、急速な加熱と冷却、CNC制御による自動化、非接触加工を組み合わせることで、金型の形状と完全性を維持しながら、金型の機能を完全に回復させます。
高精度金型を扱うメーカーにとって、レーザー溶接はダウンタイムと修理コストを削減するだけでなく、金型の寿命を延ばし、安定した生産品質を保証します。この技術を採用することで、工場は厳しい公差を維持し、材料の無駄を最小限に抑え、全体的な効率を向上させることができます。これは、従来の溶接方法に比べて明らかに大きな利点です。
今日の競争の激しい製造環境において、金型を迅速かつ正確に、かつ変形なく修理できる能力は、生産目標を達成できるか、あるいはコストのかかる遅延に直面するかの分かれ目となります。金型レーザー溶接機は、まさにこの能力を提供するため、現代の金型メンテナンスに欠かせないツールとなっています。
投稿日時:2026年5月6日
